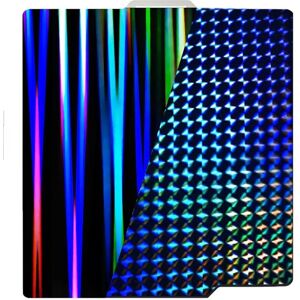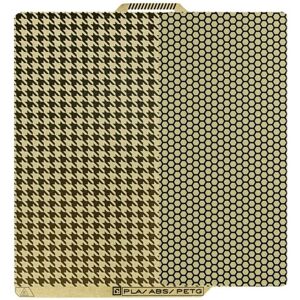
The build plate adopts new techniques, the whole panel feels very textured. Compared with other PEO/PET/PEY films, the service life is longer, and there is no problem of film layer falling off The plate used 0.5mm high-strength spring steel sheet, thicker than other printing paltes (0.4mm) , with good flatness and elasticity We recommend these filaments & temperatures for your build plate "TPU:30~35℃;PLA:40-65℃;PETG:50~80℃; ABS:80~120℃" After leveling the platform, adjust the distance between the nozzle and the first layer of the hot bed to 0.1~0.2mm. It is recommended that the first layer of the model be set to 0.2mm.First layer speed is recommended 10~50mm/s. Print ABS, PETG class close blowing fan at first 3 floors. Close the blowing fan at the first floor when you print PLA. Depending on the recommended parameters for your consumables, it is recommended that the nozzle temperature of the first layer be 10 ° C higher than that of the other layers Hign-concerned Chemical:None Item
Availablity: 3-5 days
Free shipping & return for orders over $200